|
 |  |  |  |
 | |||
Gestione dei tempi separati uomo \ macchina | |||
|
La gestione separata dei tempi uomo/macchina ha permesso di superare i limiti storici della gestione del tempo sulle fasi di lavorazione: · La determinazione dei tempi di attrezzaggio ed esecuzione sia preventiva che consuntiva era basata su un valore unico. · Non era possibile indicare su una stessa fase di lavorazione tempi diversi di manodopera e macchina. · Questo poteva essere un limite alle valorizzazioni dei costi di produzione. · Mancava una configurazione che permettesse di gestire avanzamenti di produzione con lavorazioni macchina non presidiate dall'uomo oppure lavorazioni eseguite in squadra. La nuova gestione rimane un'alternativa all'impostazione storica basata su un'unica impostazione del tempo di esecuzione e di attrezzaggio con costi distinti di manodopera e macchina nei centri. L'attivazione di questa nuova gestione permette di: · Determinare per ogni centro di lavoro la predominanza tempo uomo/macchina sulle lavorazioni che verranno svolte. · Trattare separatamente i tempi uomo ed i tempi macchina nelle fasi dei cicli di lavorazione. · Registrare opportunamente i tempi distinti tra uomo e macchina dei consuntivi di lavorazione. · Generare stampe di confronto tra preventivo e consuntivo con dettaglio tempi uomo e tempi macchina. · Determinare valorizzazioni del prodotto con i nuovi algoritmi definiti. Attivazione della nuova gestione:
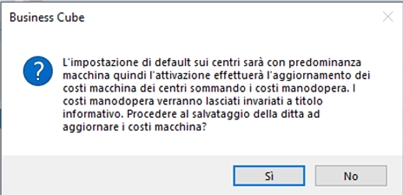
Attivando il flag 'nuova gestione tempi separati uomo / macchina' appare il seguente messaggio che dettaglia le operazioni di aggiornamento eseguite sui dati, per compatibilitŕ con le precedenti impostazioni:
In dettaglio: · Il nuovo campo denominato 'PREDOMINANZA', con valori 'uomo' o 'macchina', presente nei centri di lavoro viene impostato in MACCHINA.
· Il costo macchina di esecuzione e quello di attrezzaggio vengono aggiornati sommando i rispettivi costi di manodopera. · Il costo di manodopera di esecuzione e il costo di attrezzaggio rimangono invariati a titolo informativo.
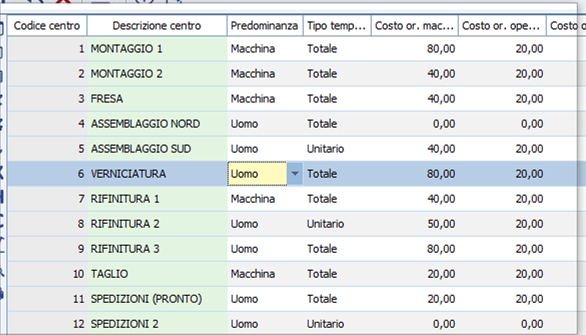
· I dati delle lavorazioni collegate agli ordini di produzione aperti vengono opportunamente aggiornati. Centri di lavoro (1-K-I): Predominanza: uomo / macchina CENTRI INTERNI: UOMO: il centro č composto da operai (es.: centro di montaggio, centro saldatura).
MACCHINA: il centro č composto principalmente da macchine e opzionalmente da operai (es.: centro tornitura).
CENTRI ESTERNI (TERZISTI): UOMO: sebbene le lavorazioni esterne sia trattate a listino, visto che č possibile evaderle dall'avanzamento di produzione č corretto indicare predominanza «UOMO» Tipo tempo uomo: unitario / totale TOTALE: lavorazioni in parallelo, il tempo di manodopera verrŕ diviso per il numero di risorse UNITARIO: lavorazioni in serie, il tempo manodopera verrŕ moltiplicato per il numero delle risorse
COD. OPERAIO FITTIZIO: Operaio fittizio che verrŕ assegnato all'avanzamento di produzione dichiarando attivitŕ non presidiate.
Costi distinti attrezzaggio / esecuzione Ora i costi distinti tra manodopera e macchina, sia in attrezzaggio che in esecuzione vengono opportunamente trattati dai rispettivi tempi distinti tra uomo e macchina.
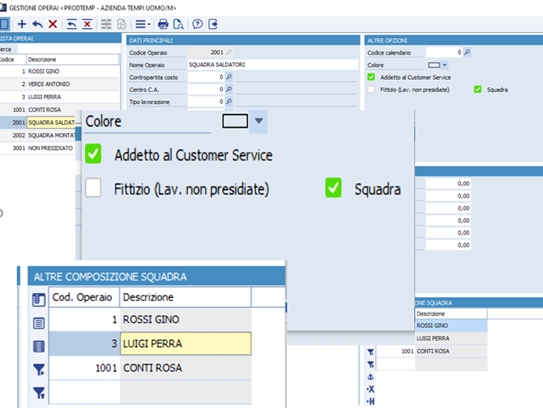
Operai ed impiegati (1-H-B oppure 1-D-A) OPERAIO FITTIZIO: § utilizzato per la determinazione di tempi di esecuzione in modalitŕ 'non presidiata', l'uso di questo operaio permetterŕ di valorizzare solo i costi macchina. Nella tabella dei centri di lavoro viene associato al centro.
OPERAIO SQUADRA: § l'operatore agganciato alla dichiarazione tempi, determina il numero di operai coinvolti nella dichiarazione di attrezzaggio/esecuzione.
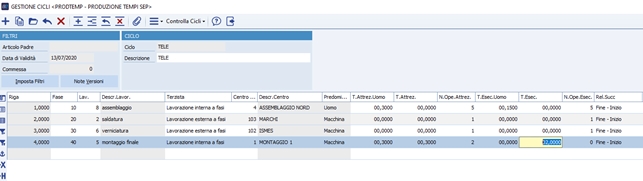
Le fasi di ciclo in distinta base (7-1-1) o i cicli esterni (7-1-7): I campi pre-esistenti utilizzati per l'impostazione dei tempi (attrezzaggio ed esecuzione) vengono utilizzati per gestire i tempi macchina. Vengono resi visibili i nuovi campi di database da utilizzarsi per i tempi di manodopera (attrezzaggio ed esecuzione). Dettaglio campi della tabella CICLI:
N° operai attrezz. [dd_operatt] – Indica il numero di operai necessari all'attrezzaggio. Tempo attrezz. macchina [dd_tempatt] – campo giŕ presente. Indica il tempo attrezzaggio macchina. Tempo esec. uomo [dd_tempeseu] – Indica il tempo di esecuzione previsto uomo di manodopera. N° operai esec. uomo [dd_operese] – Indica il numero di operai necessari all'esecuzione. Tempo esec. macchina [dd_tempese] – campo giŕ presente. Indica il tempo esecuzione previsto macchina.
CONTROLLI IN INSERIMENTO, MODIFICA DI FASI DI LAVORAZIONI: CENTRI INTERNI Il programma controlla la predominanza Uomo/Macchina indicata sui centri e controlla che con predominanza «Uomo» non venga dichiarato tempo macchina,
CENTRI ESTERNI Il programma non esegue nessun controllo, visto che le lavorazioni esterne vengono gestite a listino; come detto in caso di avanzamenti anche di lavorazioni esterne, la predominanza impostata deve essere «Uomo» ed il programma obbliga a non impostare tempi macchina. Per coerenza con la procedura standard non vengono comunque bloccati eventuali tempi a zero (tempi macchina per centri a predominanza macchina e tempi uomo per centri con predominanza uomo) La funzione «Controlla Cicli» presente nel menů della gestione cicli esterni e la funzione «Controlla distinte» presente nel menů della distinta base propone in elenco le nuove query di controllo sulle lavorazioni, come da dettaglio: § Lavorazioni interne senza indicazione dei tempi di esecuzione (predominanza centro), viene controllato lo specifico tempo di esecuzione. § Lavorazioni interne su centro con predominanza uomo con tempo di esecuzione macchina. § Lavorazioni esterne su centri con predominanza macchina.
Limiti sulla distinta base neutra: i campi usati sulle fasi del codice neutro per introdurre un delta di variazione in fase di configurazione distinta base rispettivamente sul tempo attrezzaggio ed esecuzione non vengono trattati e non sono stati aggiunti nuovi campi per gestire la condizione di tempi separati. Sarŕ possibile variare tramite funzione solo i tempi attrezzaggio ed esecuzione macchina (come da standard). Stampa/Vis. distinta base (7-1-2) La stampa e la griglia visualizzano i nuovi campi con i tempi attrezzaggio/esecuzione uomo e numero operai.
Valorizzazione lavorazioni INTERNE
Sono stati aggiunti i campi relativi al costo unitario e totale delle lavorazioni separato per uomo e macchina sia su griglia che sul report di stampa. Ordini di produzione (3-1): LAVORAZIONI COLLEGATE ALLE RIGHE ORDINE DI PRODUZIONE (ATTIVIT): Campi preventivi: § T. attrez. uomo previsto [at_tempattpru] – Indica il tempo di attrezzaggio previsto uomo. § T. attrez. macchina previsto [at_tempattpr] – campo giŕ presente. Indica il tempo attrezzaggio macchina previsto. § N° operai attrez. previsto [at_operattpr] – default 1. Indica il numero di operai necessari all'attrezzaggio. § T. esec. uomo previsto [at_tempesepru] – Indica il tempo di esecuzione previsto uomo. § T. esec. macchina previsto [at_tempesepr] – campo giŕ presente. Indica il tempo di esecuzione previsto macchina. § N° operai esec. previsto [at_operesepr] – default 1. Indica il numero di operai necessari all'esecuzione. Campi consuntivi: § T. attrez. uomo cons. [at_tempatteesu] – Indica il tempo di attrezzaggio consuntivo uomo. § T. attrez. macchina cons. [at_tempattees] – campo giŕ presente. Indica il tempo attrezzaggio macchina consuntivo. § N° operai attrez. cons. [at_operattees] – Indica il numero di operai consuntivo di attrezzaggio. § T. esec. uomo cons. [at_tempeseesu] – Indica il tempo di esecuzione consuntivo uomo. § T. esec. macchina cons. [at_tempesees] – campo giŕ presente. Indica il tempo di esecuzione macchina consuntivo. § N° operai esec. cons. [at_operesees] – Indica il numero di operai a consuntivo di esecuzione. Sarŕ possibile editare solo i campi preventivi, le regole di valorizzazione dei tempi uomo e macchina seguiranno la stessa logica di quelli sulle fasi di lavorazione dei cicli (considerando la predominanza del centro e se la lavorazione d'ordine č esterna oppure interna). I campi consuntivi vengono aggiornati al momento dell'evasione dell'ordine di produzione. Carichi di produzione (4-1-1): LAVORAZIONI COLLEGATE ALLE RIGHE DI CARICO DI PRODUZIONE: Campi consuntivi (LAVCENT): § T. attrez. uomo [lce_tempatteu] – Indica il tempo di attrezzaggio consuntivo uomo. § T. attrez. macchina [lce_tempatte] – Indica il tempo di attrezzaggio consuntivo macchina. § N° operai attrez. [lce_operatte] – Indica il numero di operai a consuntivo di attrezzaggio. § T. esec. uomo [lce_tempeseu] – – Indica il tempo di esecuzione consuntivo uomo. § T. esec. macchina [lce_tempese] – Indica il tempo di esecuzione consuntivo macchina. § N° operai esec. [lce_operese] – Indica il numero di operai a consuntivo di esecuzione. Le regole di valorizzazione dei tempi uomo e macchina seguiranno la stessa logica di quelli sulle fasi di lavorazione dei cicli (considerando la predominanza del centro e se la lavorazione č esterna oppure interna). Quando il carico di produzione evade un ordine di produzione i campi consuntivi dei tempi delle lavorazioni associate alle righe dell'ordine di produzione vengono aggiornate con i dati delle lavorazioni collegate alla riga del carico di produzione, anche in caso di variazione in modifica dei dati. Limiti «Gestione avanzamento lavorazioni» (BNDBAVLA)
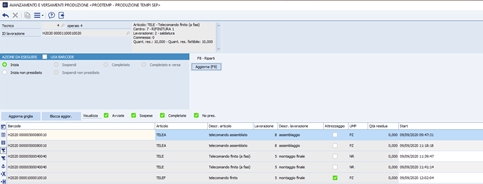
Consolle dei Centri di lavoro (7-5-1): L'impatto della nuova gestione dei tempi separati uomo e macchina č riservato ai centri di lavoro che sono stati dichiarati con una tipo capacitŕ a TEMPO. La consolle centri di lavoro conteggia il tempo legato alla predominanza del centro, č stata aggiunta la colonna che evidenzia se il centro č a predominanza macchina o uomo. Le eventuali attivitŕ in modalitŕ non presidiata non hanno alcun impatto, infatti se il centro ha predominanza Macchina, il tempo uomo non viene conteggiato mentre se centro a predominanza Uomo le timbrate non presidiate non sono ammesse in avanzamento di produzione. AVANZAMENTO DI PRODUZIONE (7-2-F): Impostazione Manuale dei Tempi: § il tempo uomo e macchina possono assumere valori distinti. § Il tempo di esecuzione della predominanza del centro deve essere valorizzato; NON č permesso a zero.
§ Il numero di operai coinvolti nella lavorazione č legato all'operaio indicato, in caso di operaio squadra sarŕ il numero degli operai che la compongono altrimenti sarŕ fisso ad 1. Gestione Start&Stop (e Touch): § il tempo uomo e macchina coincidono. § Il numero di operai coinvolti nella segnalazione dipende dall'operaio utilizzato, fisso ad 1 per gli operai normali, pari al numero della composizione per gli operai di tipo squadra. Uso operaio di tipo SQUADRA § il numero di operai della timbratura č determinato dal numero di operai che compongono la squadra. § Non č ammesso l'uso dell'operaio di tipo squadra come "operaio in supporto". La gestione a squadre pertanto č da considerare alternativa alla gestione "a supporto". § La valorizzazione delle esecuzioni puň essere ottenuta con presenza variabile di numero di operai, quindi č possibile avanzare una lavorazione con una squadra composta per esempio da 5 operai, sospenderla e riavviarla con una squadra diversa che magari ha 6 operai.
§ Il carico di produzione dall'avanzamento avrŕ un calcolo puntuale tempo – numero operai.
Lavorazioni non presidiate § Č una modalitŕ operativa di lavoro nella quale la macchina svolge il lavoro assegnato senza bisogno del presidio dell'operatore. § La dichiarazione di attivitŕ non presidiate tratta solo il tempo macchina. L'operaio assegnato in automatico č l'operaio fittizio indicato sul centro di lavoro e quindi vengono scartati tempi e costi legati alla manodopera.
Avvio di non presidiato nuovo codice barcode *INNP* – Nuova lavorazione non avviata: avvio in modalitŕ 'non presidiato': l'operaio che segnala viene sostituito dall'operaio fittizio indicato sul centro. – Lavorazione in corso in modalitŕ presidiata: Ř l'operaio che ha avviato la lavorazione puň scegliere di sospenderla (comportamento classico) oppure puň avviare il 'non presidiato', viene sospesa in automatico e riavviata utilizzando l'operaio fittizio indicato sul centro. Ř Gli operai che NON hanno avviato la lavorazioni presidiata, su quella lavorazione possono dichiarare comportamenti diversi: • Se BNDBAEVX\OPZIONI\NoPiuAttivitaSuStessoIdRiga = -1 la segnalazione viene bloccata perché giŕ avviata dall'altro operaio, • Se BNDBAEVX\OPZIONI\NoPiuAttivitaSuStessoIdRiga = 0 e BNDBAEVX\OPZIONI\ AvanzamentoUnico = -1 entra in supporto obbligato, • Se BNDBAEVX\OPZIONI\NoPiuAttivitaSuStessoIdRiga = 0 e BNDBAEVX\OPZIONI\ AvanzamentoUnico = 0 l'operaio sceglie se entrare in supporto o no.
Sospensione non presidiato nuovo codice barcode *SONP* – La sospensione «non presidio» č da intendersi come la continuazione della lavorazione in modalitŕ presidiata, quindi in presenza dell'operaio.
• L'attivitŕ non presidiata č in corso sul centro:
Lavorazioni non presidiate, controlli: Č possibile dichiarare una lavorazione non presidiata quando: § Il centro di lavoro DEVE essere impostato con predominanza Macchina; sui centri con predominanza uomo non č possibile gestire il non presidiato. § Gli attrezzaggi NON sono gestiti in modalitŕ non presidiato. § Funziona solo con logica start & stop, con impostazione manuale tempi č disattivato. § Funziona sia con Lavorazioni "normali" che "multiple". § Non funziona con la gestione «Operaio TEAM» e quando č presente un supporto. § Un operaio puň avviare piů lavorazioni in modalitŕ non presidiata. § Un operaio che ha in carico piů lavorazioni avviate in modalitŕ non presidiata, puň avviare una lavorazione presidiata. § Avanzamento di produzione, in particolare: § Operaio di supporto:
§ Operaio Team:
§ Lavorazioni multiple:
Stampa vis. distinta base (7-1-2) § Modificato il report (e la griglia) con i tempi separati per uomo e macchina, il numero operai e il costo unitario separato. Stampa struttura distinta base (7-1-4) § Modificato il report con i tempi separati per uomo e macchina. Stampa lavorazioni da eseguire (7-2-6) § Modificato il report con i tempi separati per uomo e macchina. Stampa lavorazioni da eseguite (7-2-8) § Modificato il report con i tempi separati per uomo e macchina. Stampa controllo lavorazioni -Avanzamento di produzione (7-2-9) § Produttivitŕ operatore § Costificazione prodotto finito/semilavorato la valorizzazione gestisce la separazione tempi uomo e macchina.
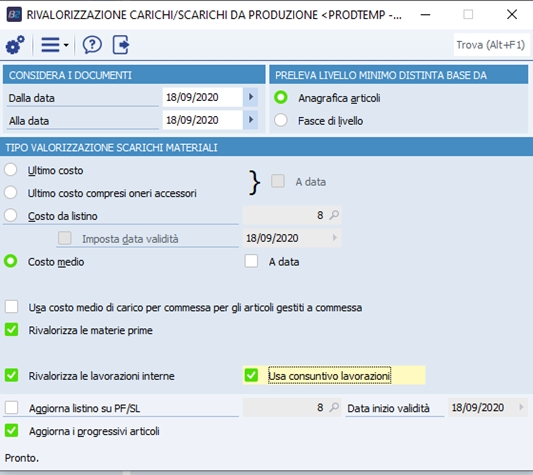
Controllo sequenza operatore (nessuna modifica) Rivalorizzazione carichi di produzione (7-C-1): Introdotto nuovo flag "Usa consuntivo lavorazioni". Il nuovo flag č visibile SOLO con la nuova gestione separata tempi uomo macchina e con "Rivalorizza le lavorazioni interne" attivato. Il flag viene tracciato sui parametri di lancio alla stessa stregua delle altre parametrizzazioni in finestra. Il flag permette di ricostruire il record delle lavorazioni collegate al carico di produzione partendo dal dettaglio presente sugli avanzamenti di produzione collegati. Le informazioni che ricalcola sono: Tempi uomo/macchina N° operai attrezzaggio/esecuzione Costi del centro Valore manodopera e macchina Opzione "BSDBAVEX\OPZIONI\UsaCostiEffettiviOperaio" attiva Vengono usati i costi puntuali dell'operaio o degli operai delle squadre che sono coinvolti sulle rilevazioni di avanzamento che concorrono alla rivalorizzazione. Se il flag "Usa consuntivo lavorazioni" non č selezionato, il programma verifica se il numero di operai sulla lavorazione collegata al carico di produzione č diversa dal valore "medio" degli operai collegati, nel caso aggiorna il numero di operai con il numero medio.
|
 |  |  |  | ||
 |  |  |  | ||
 | |||||